兩聲道
CD機 | MD機 | SACD機 | DAC | CAS | 合拼擴音機 | 前級擴音機 | 後級擴音機 | 接線 | 喇叭線 | 揚聲器 | 耳機 | 耳機擴音機 | LP產品 | 膽機產品 | 開卷式錄音機 | 音響配件 | DIY音響 | 電源 | 家庭影院
電視機 | 投影機 | 錄影機 | DVD影碟機 | Blu-ray影碟機 | 多媒體播放器 | 機頂盒 | 多聲道擴音機 | 多聲道揚聲器 | 多聲道影音組合 | Mini音響組合 | 重低音揚聲器 | 輔助設備 | 同好會
同好會 | Accuphase | B&W | Burmester | Denon | Jadis | KEF | KRELL | Luxman | Marantz | Nuforce | OPPO | Pioneer | TEAC | WEISS | News
News | Blog | 其他
其他 | 所有 |
| 影音天地主旨 ﹝請按主旨作出回應﹞ 下頁 尾頁 | 寄件者 | 傳送日期
|
| [#28] 玩DIY師兄們,用邊隻錫線好 #24 |
羅密歐 219.xxx.xxx.241 |
2015-10-31 15:27 | |
|
|
|||
| [#29] 玩DIY師兄們,用邊隻錫線好 #24 為降低熔點而加銀/銅...等等之說,只針對無鉛錫而言。實際上熔點最低的,就是63/37錫鉛合金,在這個比例上再加銀或銅,都只會提升其熔點,而不是降低。 |
羅密歐 219.xxx.xxx.241 |
2015-10-31 15:33 |
| [#30] 玩DIY師兄們,用邊隻錫線好 #27 錫鬚問題是膽機年代發現的,加鉛就可以避免。https://en.m.wikipedia.org/wiki/Whisker_(metallurgy) |
羅密歐 219.xxx.xxx.241 |
2015-10-31 15:37 |
| [#31] 玩DIY師兄們,用邊隻錫線好 >>>請問咩工業咁勁? 香港都試過幾次要向政府解畫既工業,例如無端端半個港島停電那次,解到暈,查唔到原因,要向金屬物理方面調查才知係relay銲錫有小量銀成份,造成銀遷移short左最後一級,redundance都冇用,令高壓跳閘,係煩忙時間忽然停哂中環區供電,死得味?俾人告到暈!係咪災難性? |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 15:47 |
| [#32] 玩DIY師兄們,用邊隻錫線好 #26: 多謝指教 :) |
welborne 182.xxx.xxx.60 |
2015-10-31 16:01 |
| [#33] 玩DIY師兄們,用邊隻錫線好 羅師兄條link最下面那豊田汽車無故加速撞死人事件,也是腳踏上類似volume制部件上有tin whisker造成既災難性後果! |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 16:04 |
| [#34] 玩DIY師兄們,用邊隻錫線好 豐田無故加速,停唔到,撞死人個腳VR, 就係用左無鉛鍚銲: 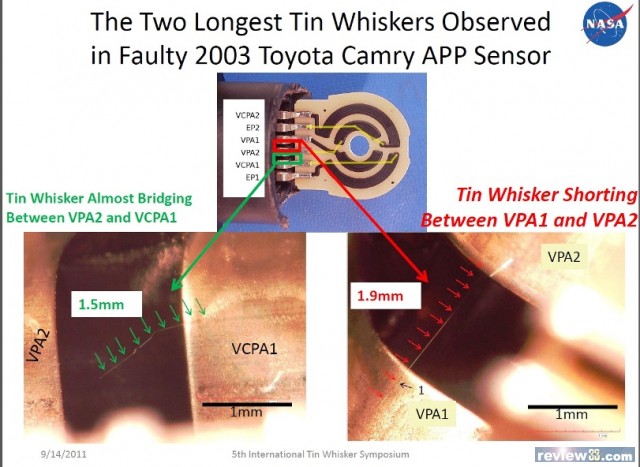 |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 16:17 |
| [#35] 玩DIY師兄們,用邊隻錫線好 你睇美國佬對日本仔幾好,用NASA份報告幫佢甩身! |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 16:21 |
| [#36] 玩DIY師兄們,用邊隻錫線好 #34. 路上用的東西,等同露天使用的,豐田好應該在所有關鍵零件,有金屬觸點外露的部份,塗佈circuit board lacquer,以作萬全。 |
羅密歐 219.xxx.xxx.241 |
2015-10-31 16:31 |
| [#37] 玩DIY師兄們,用邊隻錫線好 #27師兄,如果你也是在差不多既工業,請你小心看人家給你既technical specification and requirement, 陷阱處處既,現在我地都知道點寫去令自己甩身的,我地會寫唔可以有咁既後果,但唔會寫用乜野銲先唔會有咁既後果,要點做其實大家都一清二楚。 最後修改時間: 2015-10-31 16:56:45 |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 16:40 |
| [#38] 玩DIY師兄們,用邊隻錫線好 >>>...有金屬觸點外露的部份,塗佈circuit board lacquer... 對的,但豐田在那部件已加了保護膜,NASA份報告都好全面,保護膜幾厚都衹能減慢whisker既生長速度多幾年。 |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 16:54 |
| [#39] 玩DIY師兄們,用邊隻錫線好 多幾年也好,到時車也報廢了:) |
羅密歐 219.xxx.xxx.241 |
2015-10-31 17:00 |
| [#40] 玩DIY師兄們,用邊隻錫線好 師兄,老實說,我唔係幾信NASA份報告係全部主要原因既,也許有其他查不出來的因素。 |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 17:11 |
| [#41] 玩DIY師兄們,用邊隻錫線好 有銀成份的鍚所造成的silver migration "銀遷移" 現象(樹狀結構)所造成既短路: 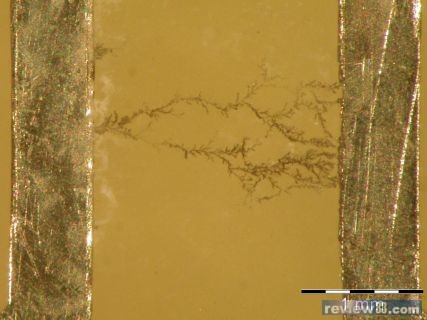 |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 18:41 |
| [#42] 玩DIY師兄們,用邊隻錫線好 這裡學了很多新智識,謝謝分享!正! |
welborne 182.xxx.xxx.60 |
2015-10-31 18:53 |
| [#43] 玩DIY師兄們,用邊隻錫線好 劉Sir : 請問 Multicore 那裏有售呀 ? 或其它意見 ! 謝謝 !!! |
wsw6286 202.xxx.xxx.172 |
2015-10-31 19:24 |
| [#44] 玩DIY師兄們,用邊隻錫線好 既然台上對唱,台下有前輩在叫好,那小弟就努力多擠一點墨水岀來娛賓好了。 很多人以為63/37比例的錫,好處在於熔點最低(183度),對零件的傷害較少。而60/40比例的錫,鉛含量高了3%,鉛較錫便宜,代表成本較低,是cheap貨的代名詞,熔點又較高(188度),就看不起它。另有50/50的,就更不用說,直接定義為塡海級別好了。 事實上,其非如此! |
羅密歐 202.xxx.xxx.111 |
2015-10-31 19:40 |
| [#45] 玩DIY師兄們,用邊隻錫線好 鍚鉛合金,有一個液相溫度,高於此溫度的,固態就成液態。也有一個固相溫度,低於此溫度的,液態就成固態。 63/37鍚鉛比例合金,其液相溫度,剛巧與其固相溫度相同,即只有[一個點],不是液態,就是固態,沒有漿態。換言之,非黒即白,沒有灰色。 所有其他錫鉛比例,管它含銀也好,含銅也好,其液相溫度及固相溫度,都不相同,即[有一個範圍],在這個溫度範圍之內,銲錫成漿狀態。換言之,就是灰色,就是騎牆派,像蝙蝠,日間是鳥,晚上又成了獸。 |
羅密歐 202.xxx.xxx.84 |
2015-10-31 19:59 |
| [#46] 玩DIY師兄們,用邊隻錫線好 銲錫有漿態又如何?有缺點嗎?有優點嗎? 缺點 — 無論手工銲接,或波峰銲,工件都不可能絕對固定不動。如漿態溫度範圍愈寬,那麼工件有輕微震動,焊接面在銲鍚還在漿態時稍有移位,就會出現虛焊。最可怕的,還是銲點固化了以後,單從外表不易看出裡面虛銲來。所以,電子零件焊接,最適宜用63/37比例的焊錫。 優點 — 在銲接喉管(食水管除外),鉄皮(冷氣槽)等非電子性作業,先把工件加熱至稍超過漿態溫度,加銲錫於接口,侍其溫度尚在漿態溫度範圍,迅速塗抹,讓漿狀的銲鍚,完成較大面積的接合,就像塗膠水黏紙張一樣。此等作業,若錯用63/37的電子用銲鍚,先不考慮成本稍高,實為不易操作,因高於183度,銲鍚完全是液態,流動性太高,焊接立體的喉管,液態錫都往下滴,低於183度,銲鍚就立馬固化,根本完成不了接合。所以,才有60/4O和5O/50比例的焊錫,被生產出來,其原意跟成本,是沒有半點關係的。所以,千萬不要看不起5O/5O的焊錫,它不是cheap貨啊! |
羅密歐 202.xxx.xxx.100 |
2015-10-31 20:31 |
| [#47] 玩DIY師兄們,用邊隻錫線好 其實工業界都有個規格既,叫IPC J-STD-001,對我地黎講,係咪63/37冇乜所謂,但其他不純正金屬就會好嚴格,不能過量:例如Ag銀,Cu銅,等等...如下圖所示的某次測示報告:  |
mcc_2001 42.xxx.xxx.221 |
2015-10-31 20:34 |







